

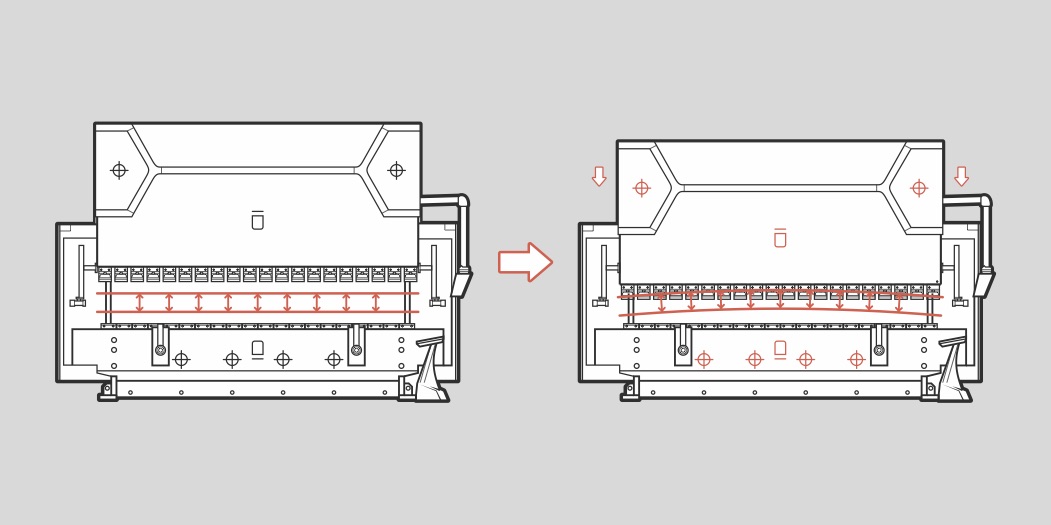
Одним из неизбежных явлений в работе гибочных прессов является деформация рамы пресса. Мы сгибаем сталь с помощью другой стали, отчего, по законам физики, будет возникать деформация. В частности, верхняя траверса будет иметь тенденцию прогибаться в центре. Пуансон в этой зоне будет находиться на большем расстоянии от матрицы, и полученный угол гибки будет больше. В результате, угол гиба заготовки будет меньше на краях пресса и больше по центру, то есть, будет напоминать корпус лодки.
Давайте рассмотрим, как даже минимальная разница может сделать процесс гибки довольно коварным.
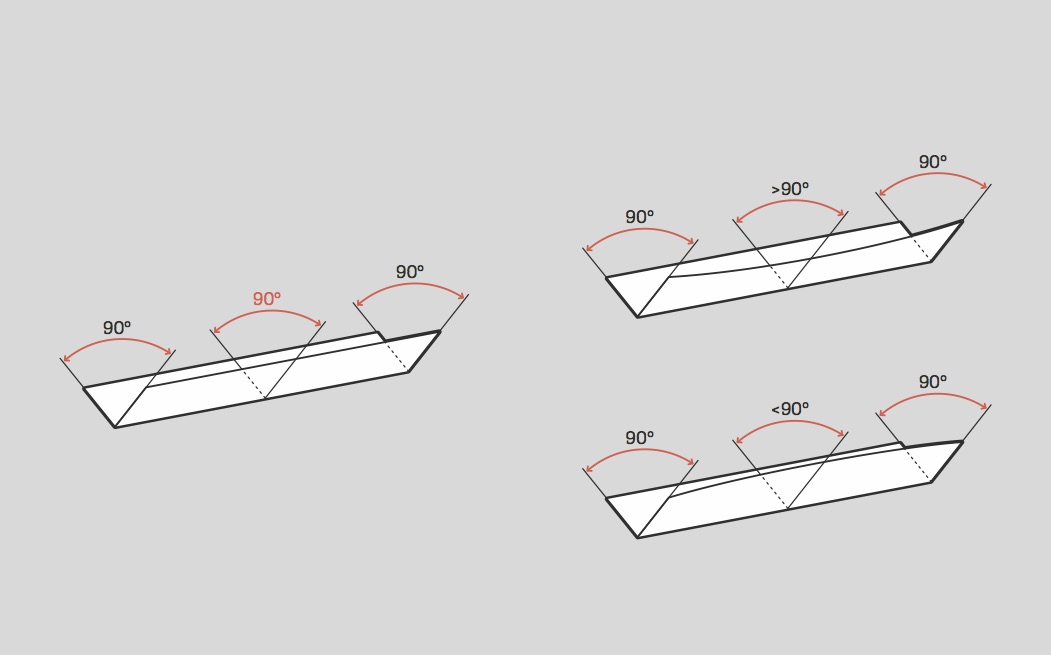
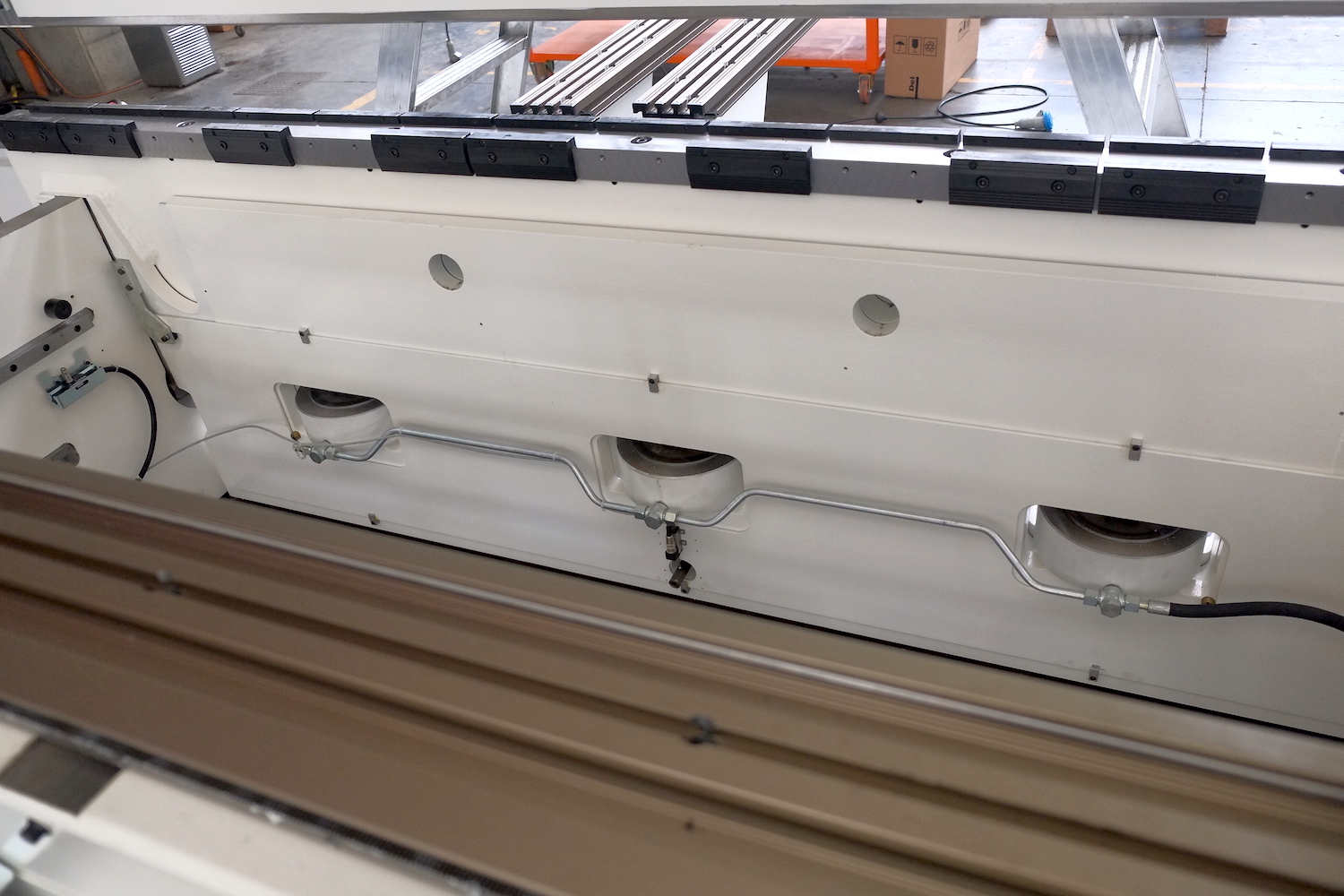
Это явление прогиба компенсируется системой «бомбирования» (система компенсации прогиба верхней траверсы): стол будет выгибаться кверху, чтобы поддерживать матрицу на постоянном расстоянии от пуансона по всей длине линии гиба. Существует два типа системы «бомбирования»: в первом используется система клиньев, чтобы механически поднимать матрицу; во втором применяются гидравлические цилиндры с коротким ходом, размещенные в нижней траверсе.
Но насколько компенсировать? Большинство производителей листогибочных прессов полагается на параметрические таблицы, заполненные с учетом конструкции пресса и характеристик материала, заявленных производителем. Теоретически, все правильно. На практике, это не работает, потому что поведение листа непредсказуемо. Он имеет свои особенности, которые зависят от ряда факторов. Ознакомиться с ними и, по возможности, компенсировать их необходимо, чтобы не тратить время и материал на испытания и образцы, особенно сегодня, когда их количество ограничено: возможность получить нужный результат с первой попытки приобретает ключевую важность.
1: Не все типы стали одинаковые
Что такое сталь S275? Лист, как правило, классифицируются в соответствии с его пределом текучести в Мпа. Эта величина очень переменная, и зависит от примесей в прокате и недостатках в технологии производства. Для предотвращения опасности растрескивания, стандарт UNI EN 10027-1 устанавливает указанное значение минимальным.
Под маркой S275 может идти любая сталь, предел текучести которой не ниже 275 Мпа (и не более 355 Мпа, где уже начинается класс S355). Результатом является то, что даже 320 Мпа продается, как S275, несмотря на то, что она на прочнее на16%.
Эта повышенная прочность материала потребует от пресса большего усилия, что неизбежно приведет к большей деформации верхней траверсы. Например, при переходе от стали от 275 Мпа до стали 320 Мпа, имеем разницу в 0,05 мм в высоту. Это значение может показаться незначительным, но для того, чтобы получить ошибку в 1°на 90°, нужно совсем немного:
| Ширина ручья | Глубина для Δ=1° |
|---|---|
| 6 мм | 0,04 мм |
| 10 мм | 0,05 мм |
| 12 мм | 0,07 мм |
Иными словами, толщина меньше, чем у листа бумаги (примерно 0,1 мм) уже приводит к очень заметным различиям. Мы имеем в виду, что такие узкие пазы, как эти, используются, чтобы согнуть листы для последующего применения, которое требует, как правило, очень высокого качества.
2: Не все листы предполагают наличие отверстия
Данные маркировки стали, которую мы покупаем, заслуживающие доверия или нет, полностью теряют смысл, когда мы модифицируем лист. Отверстия изменяют сопротивление деформации вдоль линии сгиба, как в случае термической резки, так и для удаления стружки.
А если в одной и той же заготовке несколько сгибов нужно сделать на участке с отверстиями, а несколько — на сплошном участке, то прогноз сделать невозможно. Пробивки, кроме того, создают также внутренние напряжения, что еще более затрудняет управление «бомбированием», задуманным как фиксированный параметр.
3: Условия учитываются
Сталь — это живой материал. Направление прокатки создает волокна в структуре, поэтому при гибке листа параллельно или перпендикулярно к этому направлению будет разный эффект, как в усилии гибки, так и в обратном пружинении.
Только что прокатанный лист имеет более высокое сопротивление, чем тот, который подвергался износу и окислению поверхности, даже после нескольких недель. Кроме того, это не одно и то же — сгибать теплую сталь или ту, которая была выставлена на мороз: температура влияет на условия обработки и приводит к разным результатам.
Даже сами характеристики размеров листа являются крайне нестабильными, особенно те, что касаются толщины. В связи с этим, стандарт EN 10051:1991+A1:1997 делит лист на различные классы. Возьмем, к примеру, сталь между 260 и 340 Мпа, толщиной до 2 мм, и с шириной от 1201 до 1500 мм:
| Категория | A1 | A | B | C | D |
|---|---|---|---|---|---|
| Допуск (мм) | ± 0,14 мм | ± 0,19 мм | ± 0,22 мм | ± 0,25 мм | ± 0,27 мм |
В сущности, лист номинальной толщиной 2 мм может иметь переменную толщину 14%, в лучшем случае, и 31% в худшем случае.
4: «Кто резанием ранит, от резания погибает».
В то время как гильотинная резка модифицирует волокна металлического листа, плазменная, лазерная или кислородная резки создают термическое упрочнение, локализованное по краям листа и по периметру отверстий, которые не могут быть проигнорированы.
По этим причинам, работа хорошего листогибочного пресса не может и не должна основываться на каких-либо базах данных, а также не может полагаться ни на какое программное обеспечение для расчета и прогноза. Не существует алгоритма, который в состоянии предсказать поведение металла. Рассчитывать на то, что сталь будет вести себя как совершенный и неизменный материал — это мечта, которая приносит скорее горькое разочарование.
Если гибка некачественная, тогда последующий процесс сварки затрудняется, равно как и окраска и установка становятся более сложными, особенно в случаях сборки с минимальными допусками. Также увеличивается количество отходов материалов и необходимых рабочих часов.
Эти 4 фактора могут снизить прибыль компании, если будут игнорироваться, а не учитываться. При вальцовке и гибке следует тщательно изучать материал, уметь реагировать на изменения и адаптироваться так, чтобы гарантировать оптимальный результат.
Единственный способ управлять бомбированием, это использовать технологию, которая могла бы измерять реальную деформацию и исправлять ее в режиме реального времени. Только так вы можете быть уверены, что, независимо от того, изменяются ли характеристики материала, результат всегда будет на высоте требований. Любая другая технология ухудшит качество гибки и, как следствие, качество готовых деталей.