

Нержавеющая сталь это прекрасный материал: блестящий, прочный, стойкий. Но он также и дорогостоящий, плохо поддается гибке, его легко поцарапать. Когда мы обрабатываем заготовки, которые используются для обшивки, бытовой техники и мебели, даже маленькая царапина становится большой проблемой. Как можно резать и гнуть нержавеющую сталь не повреждая ее?

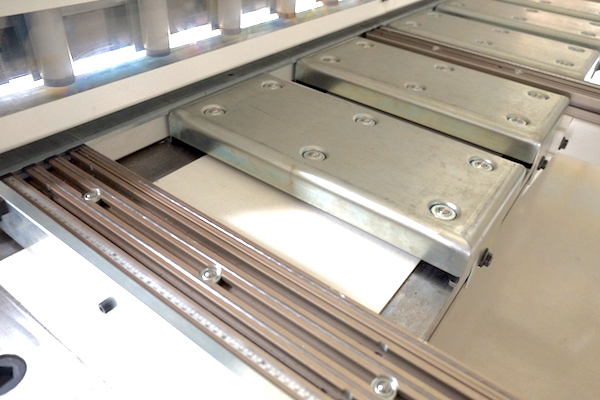
Первым критическим моментом часто становится резка. Чтобы избежать царапин, необходимо, чтобы стол гильотины был оснащен узлами скольжения из синтетической резины. Лист, таким образом, может скользить не получая повреждений. Когда заготовку режут, она прижимается к столу и остается неподвижной. Этот метод, однако, имеет свои недостатки: давление на шарикоподшипники все равно оставляет вмятины. Лучшие производители устанавливают системы против проскальзывания, оснащенные пневматическим устройством, которое убирает их под опорную плоскость.
Сила, с которой прижимы удерживают заготовку неподвижной, должна быть регулируемой. Более мелкие и тонкие заготовки требуют меньшего давления, в противном случае поршни будут оставлять отпечатки на поверхности. Качественный станок должен иметь ЧПУ, способное модулировать прилагаемую силу с помощью независимого гидравлического контура.

Цилиндры должны обеспечивать идеальную герметичность, чтобы избежать утечки гидравлического масла или жира, которые могут испачкать лист. Даже поршневая головка должна иметь пластиковое покрытие, устойчивое к царапинам. Как правило, мы используем нейлон из-за его низкого коэффициента трения.
После резки, в игру вступает гибка. Все внешние повреждения, которые наиболее часто появляются на этой стадии, связаны с проскальзыванием листа по поверхности матрицы. Чтобы уменьшить эту проблему, следует использовать особые матрицы, в частности, с радиусом плюс. Другим решением, более дорогим, является использование матриц с валками.
По внешнему краю паза вставляются маленькие цилиндры, которые, вращаясь, сопровождают металлический лист, снижая трение. Этот тип станков следует содержать в особой чистоте, иначе грязь, попадая на валки, затрудняет их перемещение. В продаже также имеются защитные пластиковые пленки, которые клеятся на матрицу, препятствуя появлению царапин, однако они могут понизить точность сгиба.
Что касается инструмента, тут важно выбрать пару, пуансон/матрица в соответствии с типом металлического листа, его толщиной и углом, который нужно получить. Все типы высокопрочной стали имеют увеличенный радиус вершины угла и требуют более широкого ручья. Есть риск появления трещин на наружной поверхности профиля, что может нанести вред как внешнему виду, так и прочности.

Станки всегда должны быть хорошо смазаны, чтобы уменьшить трение, и содержаться чистыми от мусора, грязи, пыли, окалины, стружки и других материалов, которые могут поцарапать поверхность. Листы из нержавеющей стали, как правило, большие и тонкие. Если листы неправильно закреплены во время гибки, они начинают гнуться от собственного веса, приводя к, так называемому, «контр-прогибу» по граням матрицы.

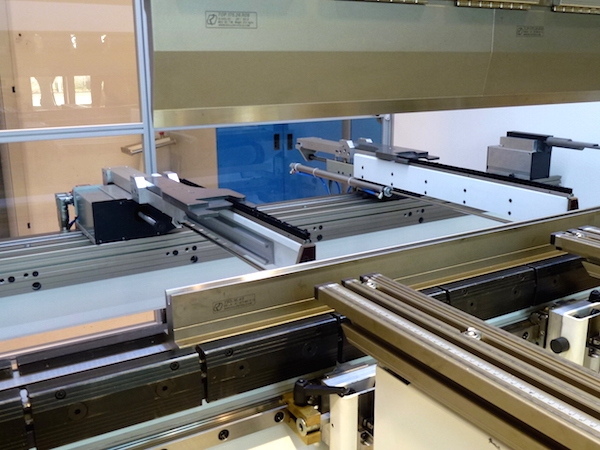
Для этого были разработаны сопроводители листа. Это передние суппорты, оснащенные шаровой направляющей, которые на этапе гибки и во время подъема траверсы, удерживают вес металлического листа. Помимо поворотов, они также должны выполнять перемещения, потому что во время гибки точка поворота листа смещается. Лучшие прессы оснащены также выдвижными суппортами рядом с задними упорами. В некоторых случаях, вы можете установить сопроводители листа также с внутренней стороны пресса. Эти аксессуары держат лист в момент его перемещения, предотвращая возможную деформацию.
Усовершенствуйте свою работу с www.gasparini.it — листогибочные прессы и гидравлические ножницы